
















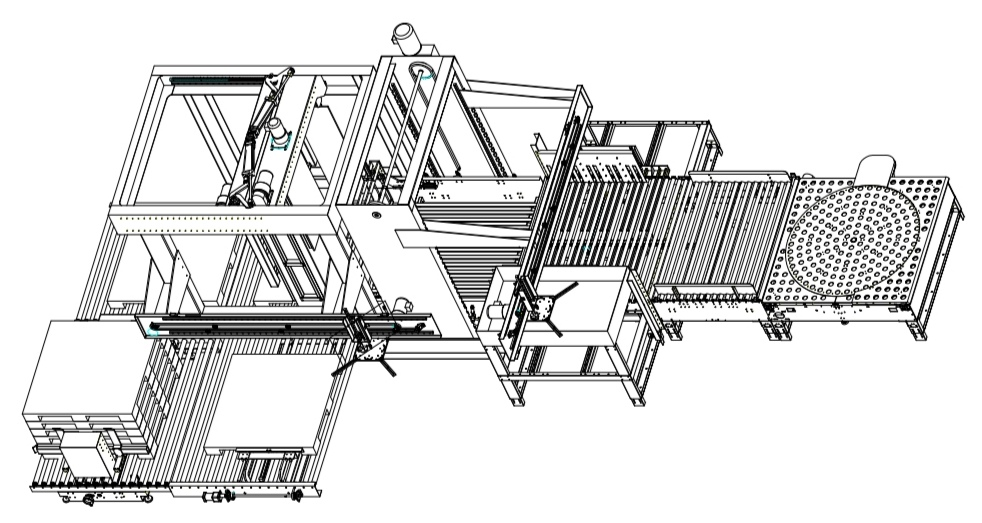
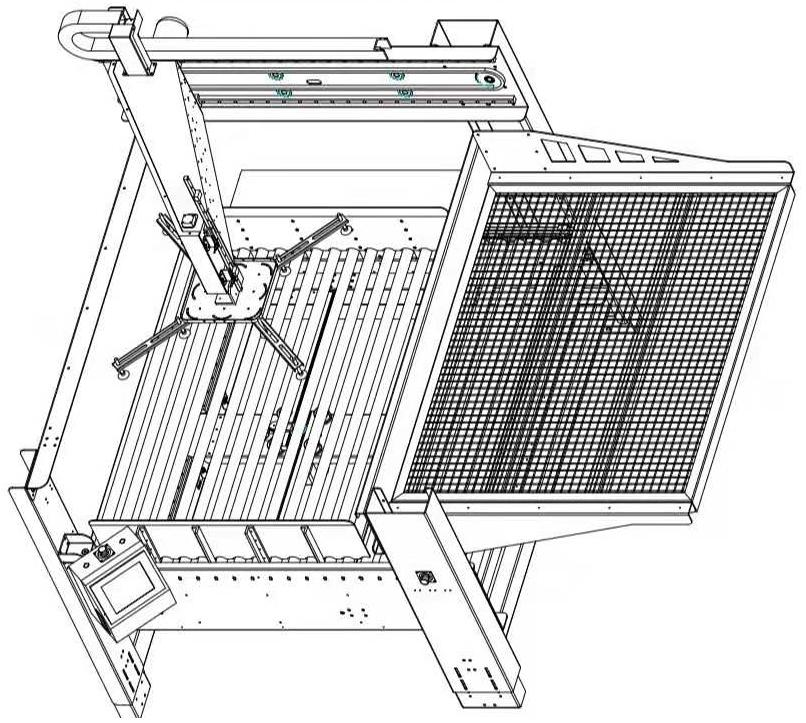
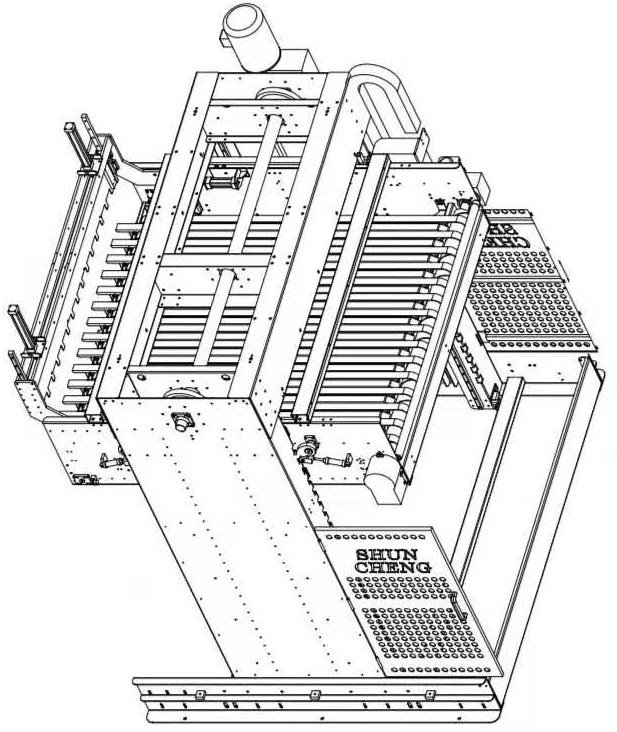
پالت ساز تمام اتوماتیک
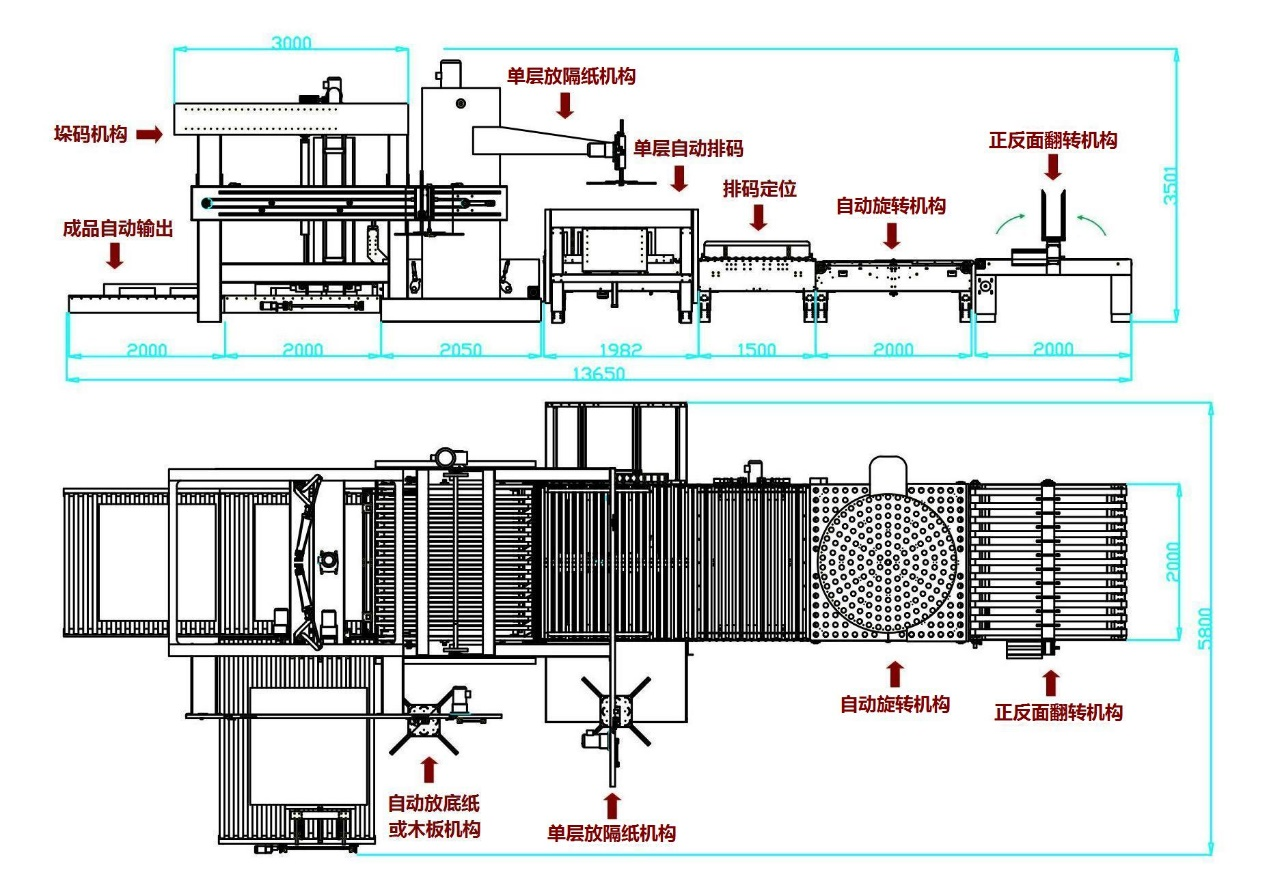
پارامتر فنی
| مدل | SC-1800MD |
| اندازه دستگاه (L*W*H) | 14290mm*5000mm*3500mm |
| اندازه محصول نهایی پس از انباشته شدن | حداکثر: 1700mm*1700mm*1800mm |
| حداقل: 800mm*800mm*1800mm | |
| اندازه محصول تک بسته | حداکثر: 1700mm*1700mm*250mm |
| حداقل: 300mm*300mm*50mm | |
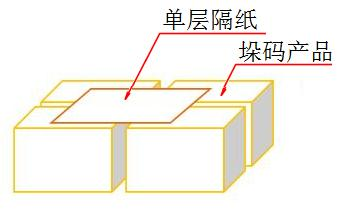
| اندازه کاغذ تک لایه | حداقل: 1500 * 1500 میلی متر |
| حداقل: 600 * 600 میلی متر | |
| اندازه پالت | حداکثر: 1500 * 1500 * 150 میلی متر |
| حداقل: 1000mm*800mm*150mm | |
| حداکثر بار تک لایه | 15 کیلوگرم |
| تک پالت حداکثر بار | 180 کیلوگرم |
| سرعت بالا بردن پشته | 4 لایه در دقیقه (توجه: سرعت را محدود کنید) |
| سرعت موقعیت یابی چرخش | 10 بسته در دقیقه (توجه: فاصله بین هر بسته بیش از 6 ثانیه است) |
| قدرت | 15 کیلو وات |
| وزن | 9T |
| نکات: حداکثر و حداقل ابعاد محصول پالت سازی شامل ارتفاع نوار نقاله زمینی نمی شود.ارتفاع نوار نقاله زمینی: 350mm±10mm و سرعت: 20m/min است. | |
مولفه:
مکانیسم چرخش فاصله ای جلو و عقب (خرید اختیاری): با توجه به نیازهای انباشته شدن، حالت چرخش جلو و عقب با تنظیم PLC انتخاب می شود (چرخش های جلو و عقب برای هر پشته یا پشته) و قسمت های جلو و عقب انتخاب شده کنترل می شوند. توسط تقسیم کننده
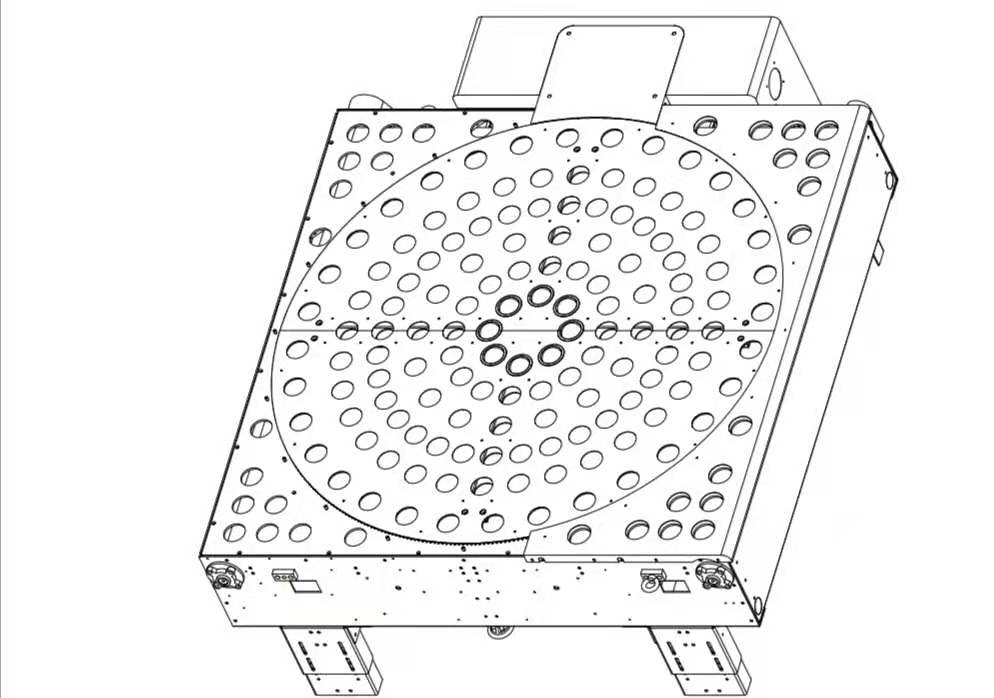
چرخاننده خودکار:
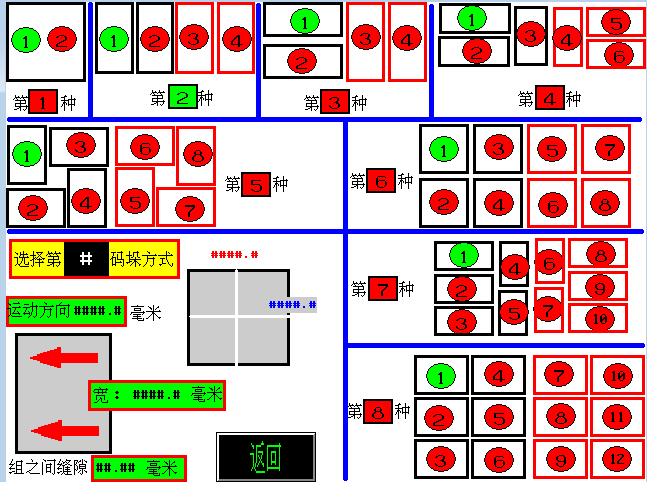
با توجه به تقاضای پالت سازی، جهت یا زاویه ای که باید بچرخد در سیستم کنترل تنظیم می شود و مکانیزم فرمان توسط سروو موتور کنترل می شود تا کار چرخش در چرخه ها تکمیل شود.
■مکانیسم موقعیت یابی و انباشته شدن تک لایه:
محصولات پالت سازی چرخان قبل و بعد از الزامات پالت سازی قرار می گیرند و سپس آرایش به طور خودکار از روش پالت سازی تک لایه حذف می شود و در عین حال می توان لایه بین لایه را طوری تنظیم کرد که کاغذ جداکننده را به طور خودکار قرار دهد.
مناسب برای روش پالت سازی:
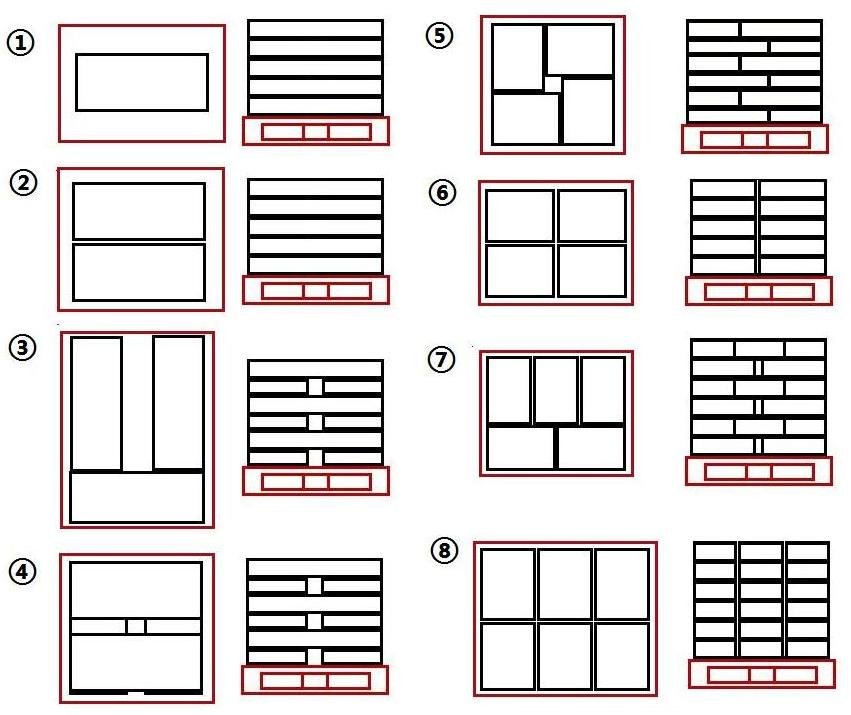
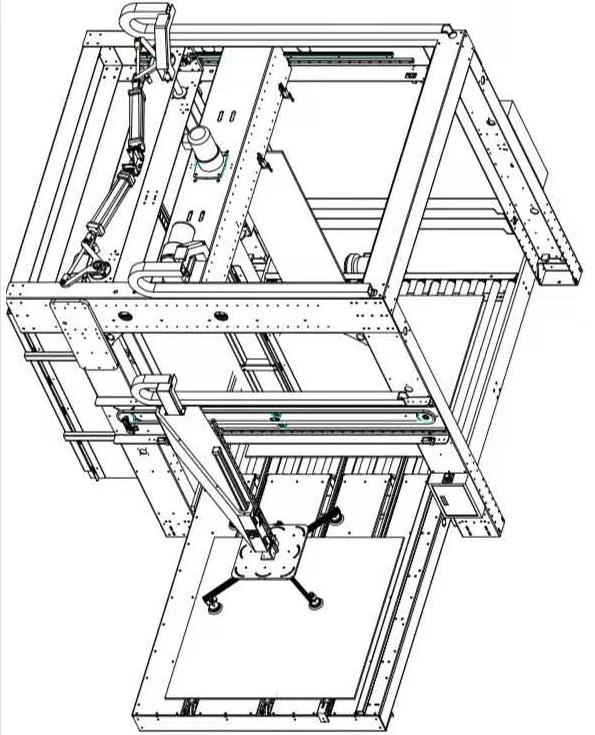
■ پالت سازی تک لایه بالابر و پالت سازی:
محصولات تک لایه پس از پالت سازی به صورت خودکار به مکانیزم پالت سازی بالابر فرستاده می شوند.پس از اینکه مکانیزم پالتسازی بالابر تا ارتفاع معینی از انباشته پالت بالا رفت، محصول پالتسازی تک لایه برای تکمیل پالتسازی به سمت پالت هل داده میشود و سپس پالت به لایه بعدی از ارتفاع انباشته برای انباشته شدن دایرهای به طور خودکار بالا میرود.هنگامی که پالت به ارتفاع مشخص شده رسید، کل پشته به طور خودکار خروجی می شود و در همان زمان، پالت به طور خودکار توسط مکانیزم تغذیه پالت اتوماتیک برای کار پالت سازی بعدی تامین می شود.
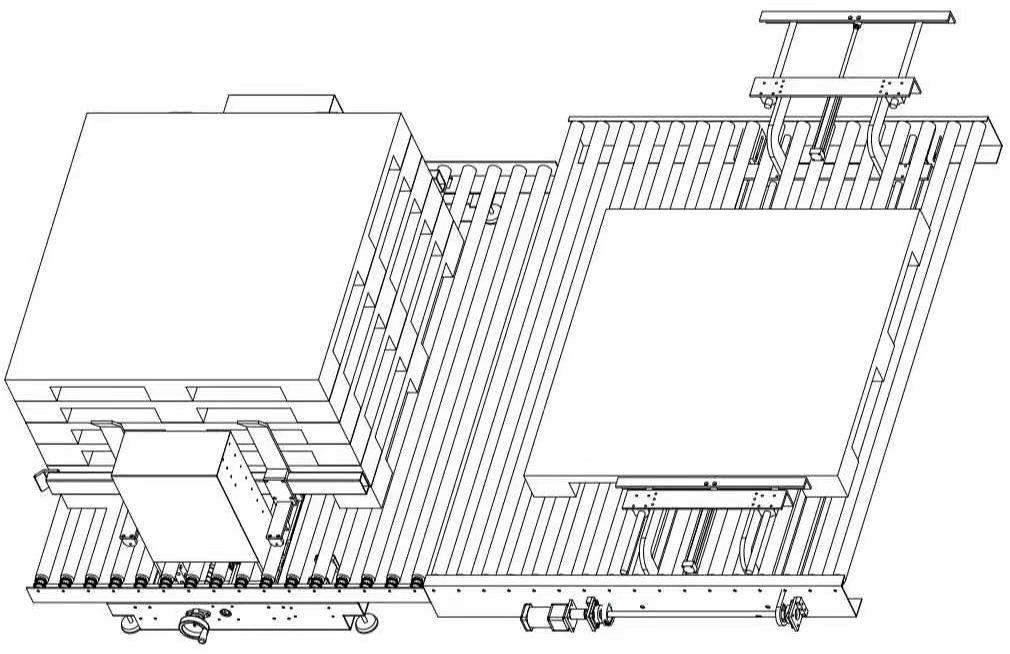
■واحد تکمیل خودکار پالت:
واحد پر کردن پالت به دو دسته تقسیم می شود: قسمت تخته از پیش انباشته شده و دستگاه تکمیل خودکار پالت.هنگامی که واحد اتوماتیک پالت پر از پالت هایی است که باید دوباره پر شوند، پالت هایی که باید دوباره پر شوند را می توان به صورت دستی یا توسط لیفتراک در قسمت از پیش انباشته شده روی هم قرار داد.روش انباشته بر اساس موقعیت مشخص شده انباشته شدن پالت استکینگ است، زمانی که پشتهکننده پالت کل پالت را بر اساس تقاضا روی هم میگذارد و به طور خودکار آن را خروجی میکند، پالت منتظر منطقه تکمیل به طور خودکار به موقعیت تعیین شده برای انباشتن پالتساز منتقل میشود. محصول، و واحد تکمیل خودکار پالت شروع به پر کردن یک پالت می کند.هنگامی که پر کردن پالت واحد تکمیل خودکار پالت تمام می شود، منطقه پالت قبل از صف با پشته پالت ها شروع می شود و به طور خودکار به پالت منتقل می شود. واحد پر کردن تخته منتظر تکمیل است.
توضیحات برند اقلام اصلی
| نام | نام تجاری | نام | براد |
| موتور کاهنده | تایوان Shengbang | PLC | فاتک |
| معکوس کننده | پاناسونیک | کنتاکتور | تایوان شیلین |
| صفحه لمسی | هایتک تایوان | سوئیچ حفاظت حرارتی | سیمنز، آلمان |
| سیلندر هوا | تایوان ایر TAC | رله | Idec، ژاپن |
| بلبرینگ اصلی | NSK، ژانویه | کلید برق | میتسوبیشی |
| سروو موت | یاسکاوا | همگام ساز | امرون |
| سروو کنترل | فاتک | لیزر چشم | پاناسونیک |
| سوئیچ فوتوالکتریک | پاناسونیک | تخته دیواری بدنه ماشین | صفحه خمشی به ضخامت 5 میلی متر، مربع 150 میلی متر * 150 میلی متر |
| اسلاید خطی | تایوان هیوین | Eدریچه الکترومغناطیسی | هوا TAC |
| دکمه | اشنایدر | چشم فوتوالکتریک | پاناسونیک |